
Ошибка формата электронной почты
emailCannotEmpty
emailDoesExist
pwdLetterLimtTip
inconsistentPwd
pwdLetterLimtTip
inconsistentPwd



Какой инструмент мне нужен для моей части литья?
Мы призываем вас связаться с нами сегодня, чтобы обсудить ваш проект и узнать, как мы можем оптимизировать стоимость и качество вашего проекта по ликвидации.
Все конструкции литья матрицы уникальны и требуют пользовательского инструмента для производства детали. Сложность и размер инструмента часто удивительны для тех, кто не знаком с процессом. В этой статье мы рассмотрим фрагменты инструментов, необходимые для производства кастинга высокого давления.
Какой инструмент мне нужен?
Каждое кастинг требует умирания актера, а отделка умирает. Пользовательские приспособления для ЧПУ также потребуются, если будут выполнены операции обработки.
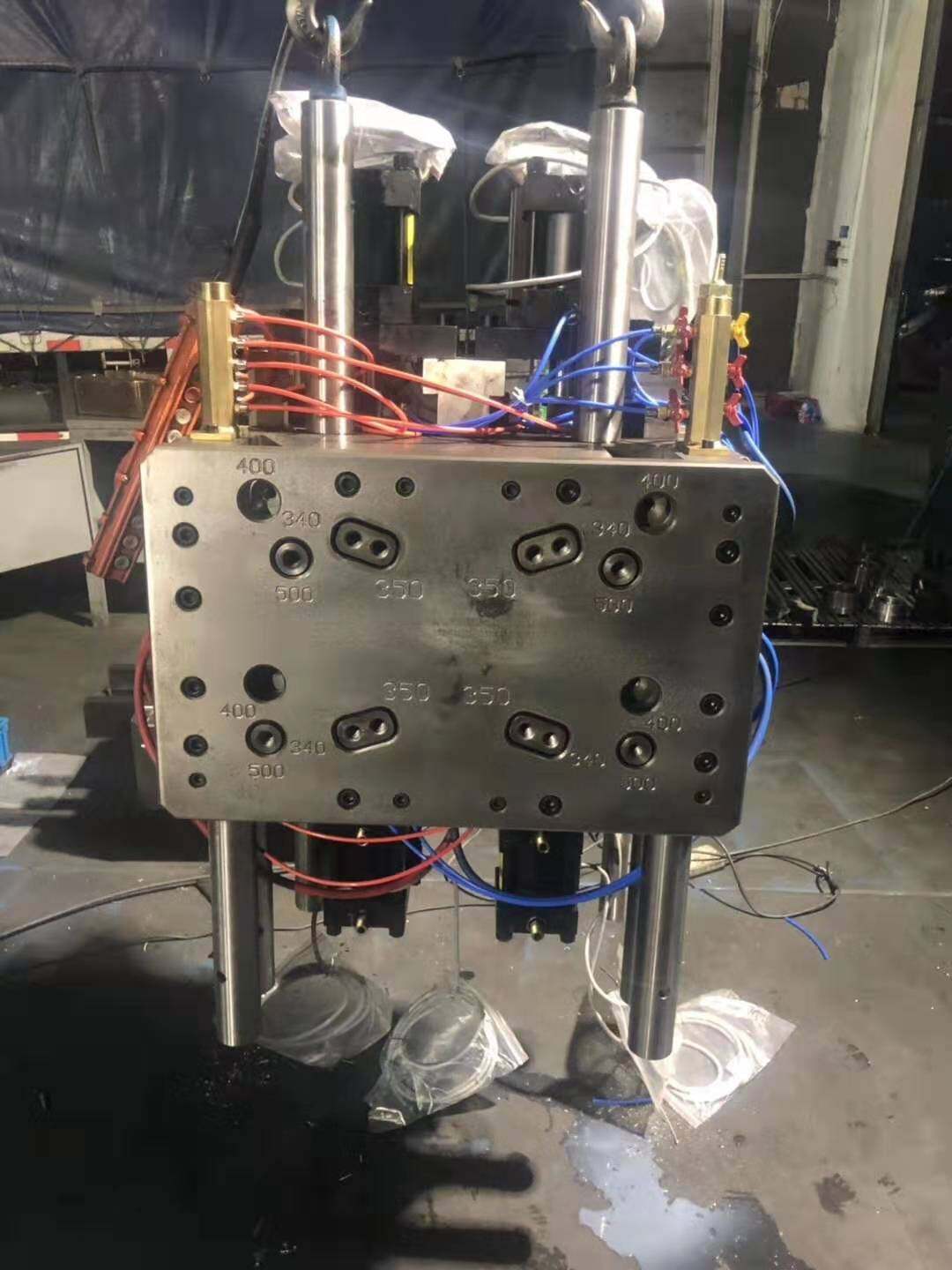
Умирает умирает
Отличный лист высокого давленияУмирания-это тяжелые стальные формы, предназначенные для литого алюминия или цинка с высоким давлением.
Убийственный состав имеет две половинки, укрытие и эжектор умирают.
Покрытие может быть идентифицирована с помощью отверстия, где вставлена холодная камера (рукав выстрела).
Умирание эжектора содержит бегуна и движущиеся выводы эжектора, которые линируют литье из кубика. Умирание эжектора предназначено для того, чтобы вытащить литье с половины крышки, когда открывается машина. Лица литья с такими функциями, как ядра, слайды и металлические вкладчики, обычно помещается в половину эжектора. Это приводит к тому, что кастинг сжимается к эжектору с большей силой, чем крышка, и позволяет его разряжать с половины крышки, когда машина открывается.
Полость кубика - это рабочая часть матрицы, которая образует кастинг. Полость матрицы изготовлена из высококачественной, теплопроводной инструментальной стали H-13, которая может выдерживать высокие скорости, температуру и давление процесса литья.
Полость также включает в себя бегуна, переполнение и вентиляционную систему для транспортировки расплавленного металла из рукава выстрела в полость матрицы. Правильный стробирующий и вентиляционный дизайн имеют решающее значение для производства качественного литья.
Полость кубика удерживается на месте держателем. Блок держателя обрабатывается из 4140 стали, потому что он не будет подвергаться воздействию расплавленного металла. В блоке держателя также расположены выравнивания и втулки, чтобы обеспечить идеальное сопоставление крышки и полости эжектора. Перемещающие слайдные компоненты, такие как гидравлические цилиндры и механические кулачки, также размещаются в блоке держателя.
Движущиеся слайды используются, когда дизайн литья имеет внутренние особенности, которые перпендикулярны линии прощания. Слайды перемещаются на место во время инъекции металла, а затем втягиваются до того, как часть выброшена из матрицы. Слайды могут двигаться механически с кулачками или гидравлическими цилиндрами.
Умирания могут быть спроектированы, чтобы создать одну часть или несколько полостей одновременно.
Маленькие, простые отливки часто можно производить с использованием единичных умираний. Участники единиц - это небольшие, недорогие умирания, которые помещаются в стандартный держатель устройства. Убийство единицы содержат полость, вентиляцию и часть системы бегуна. Клиент покупает и владеет подразделением, в то время как заклинатель Die, как правило, владеет держателем устройства. Несколько отклонений стандартного размера составляют 10 x 12 ”, 12” x 14 ”и 15” x 18 ”. Умирает единицы может быть изготовлена за небольшую часть стоимости в качестве независимой матрицы, потому что вы по сути покупаете часть полости.
Тримба умирает
Рисунок 12. Запчасти и ворота, которые требуют обрезки
Когда литье удаляется из матрицы, он прикреплен к бегуну, переполнению и вентиляционной системе. Также будет некоторая вспышка вокруг линии прощания и покрытие отверстий для седло. Вспышка возникает, когда расплавленный металл сжимается за пределами полости. Этот лишний материал должен быть удален до того, как литью может быть обработана дальше. Это достигнуто с помощью пользовательских умираний.
Тримичная кубика используется для сдвига бегуна и переполнена от литья, а также от открытых отверстий для сед. Объединенные штампы помещаются в вертикальные гидравлические прессы, как правило, 30-100 тонн. Подобно увольнениям, умирает отделки, может быть очень простым и недорогим, но также может стать сложным с движущимися ударами.
Нижняя часть отделки отделки содержит гнезда. Гнезда надежно удерживают и поддерживают литью во время обрезки, чтобы убедиться, что он не искажен. Верхняя часть отделки отделки содержит ножницы. Ножницы удаляют ворота и переполнены, в то время как Punches откроет отверстия для седло. Пружины и азотные амортизаторы используются для листа литья из ножниц после завершения обрезки.
Стоимость обработки с ЧПУ
Рисунок 15 Горизонтальная обработка с ЧПУ
Специально разработанные приспособления необходимы для удержания литья, когда требуется фрезерование и постукивание с ЧПУ. Приспособления предназначены для надежного удержания литья, обеспечивая доступ ко всем функциям, которые требуют обработки. Отливки защищены с использованием механических зажимов или с гидравлическими цилиндрами.
Отделы, которые требуют включения токарного станка с ЧПУ, также потребуют специальных челюстей, но они, как правило, менее сложные и дорогостоящие, чем личики для заводов с ЧПУ.
У нас есть большое разнообразие оборудования с ЧПУ для всех типов обработки и производства любого размера. Мы будем работать с одним из наших поставщиков фиксаторов для разработки экономического решения для ваших потребностей в обработке.
Сложность и стоимость инструментального оборудования литья могут показаться пугающими. Мы оценим ваши потребности и представим комплексную цитату для вашего проекта. Затем мы будем работать с одним из наших опытных поставщиков инструментов и умирают для разработки и создания пользовательского инструмента нашего клиента.